材质钣金
公司潍坊炜桦冷弯机械制造有限公司
重量15T
用途冷弯成型机
产地潍坊
消防箱成型设备制造商—炜桦冷弯成立于2004年,是一家致力于薄板冷弯成型设备的研发、设计、制造的。
公司拥有现代化生产厂房10000余平方米,办公楼3000平方米,6名,10名,具备立完成各类冷弯设备及与之配套的液压、数控电气的设计、制造能力,公司多年来一直从事冷弯设备的开发、设计、制造,设计理念,制造经验丰富,零部件力争标准化、通用化,关键部位高标准,部位保使用,公司产品以效率高、稳定性好,操作、维修方便、性**等诸优势,得客户信赖。截止目前公司已拥有17项国家,其中薄板变形波纹处理技术在**业处于地位。
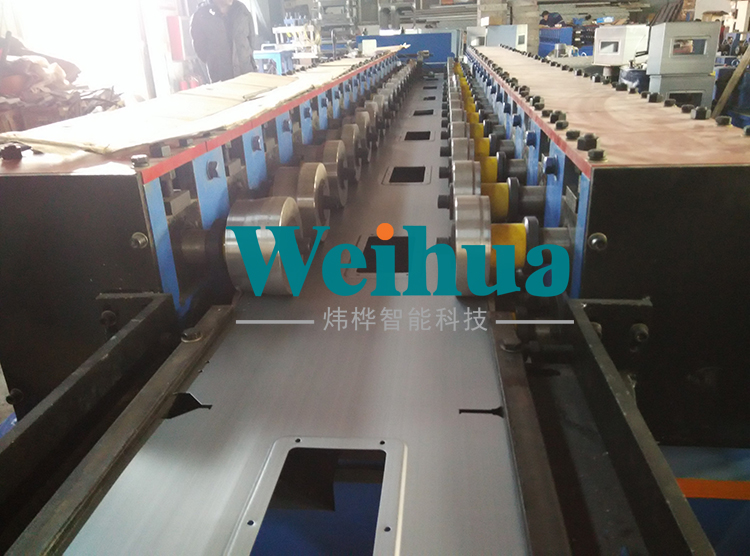
山东炜桦智能消火栓箱自动成型生产线生产工艺:
放料系统—校平机—伺服送料系统—冲孔系统—成型主机—液压切断—自动折框系统—收料--机器人自动焊接,电气系统等组成。
新型箱体产品特点:
我公司研发的消火栓箱箱体一次成型生产线为全自动化生产设备。该设备打破了传统生产工艺,对多个传统生产工艺步骤进行了优化改进,取代传统消防箱钣金加工的平板下料--切角冲孔--人工折弯等工艺,使综合生产效率提高3倍以上,部分环节工序可提率10倍以上!日生产箱体1000只。
随着经济的发展,对智能化生产设备的需求量不断加大,对生产设备自动化要求也越来越高,炜桦公司大力投入,研制开发各种型号的冷弯机、成型机等生产设备,使用操作简便,提高生产率、降低生产成本等。现有各种型号的冷弯机、冷弯成型机等自动控制生产线均处国内外地位,具有结构轻巧,设计合理,不新进步而倍受业界的认可和赞许。
生产线主要技术参数:
带钢材质:Q235冷轧带钢,镀锌带钢
带钢厚度:1.0→1.2mm(可根据客户需求定制)
生产效率:120个/分钟
深度规格:140mm/160mm/180mm/200mm/220mm/240mm
电压参数:380V/415V,50Hz, 3相
气 源:0.5m3/Min;压力为0.7MPa
液 压 油:46#液压油
齿 轮 油:18#齿轮油
滚轮模具:材质Cr12淬火处理再经数控加工;硬度达HRC58°-60°
电控系统:PLC智能控制系统
总 功 率:约25kw
冲压模具:材质SKD11
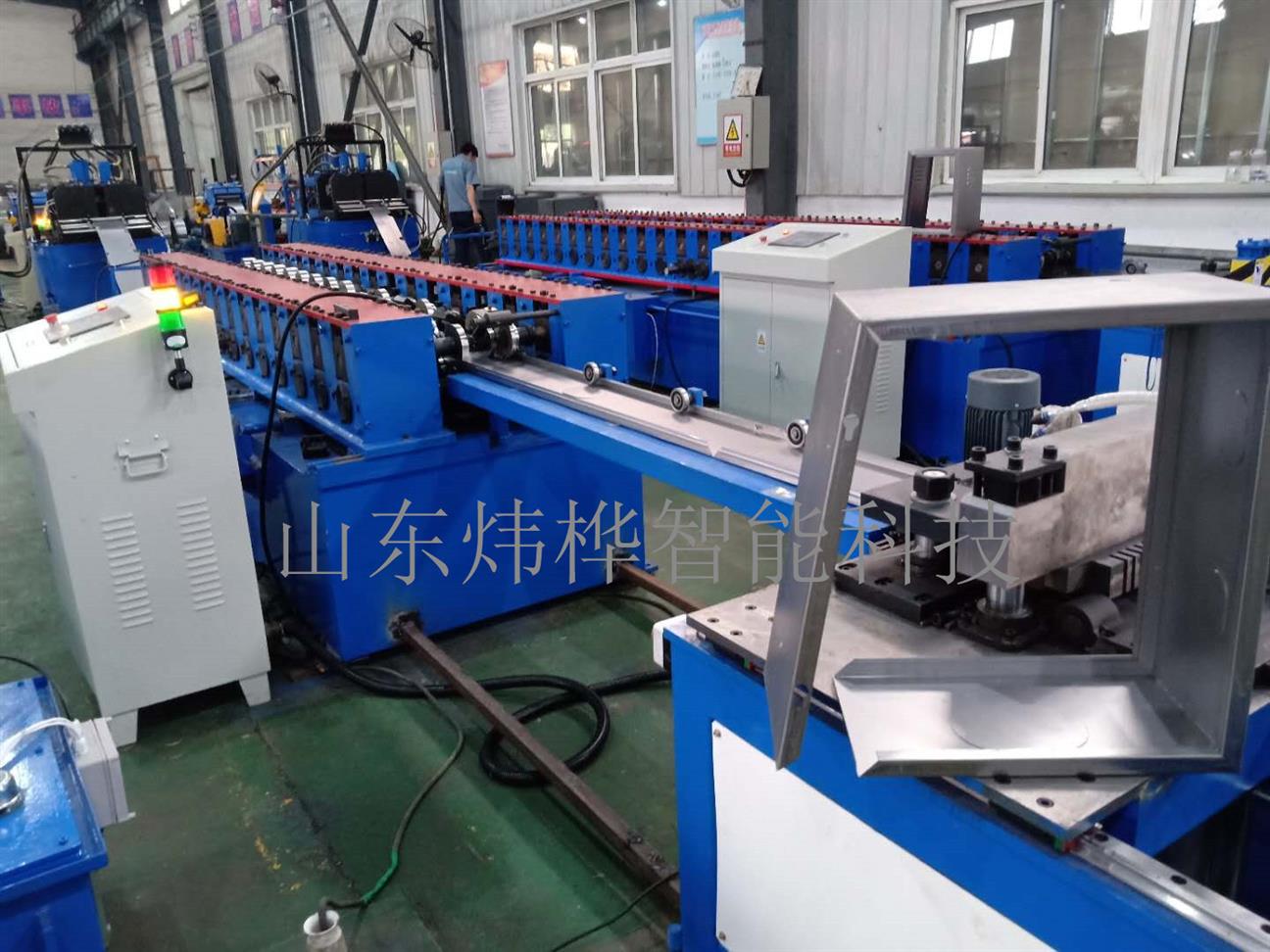
消火栓箱箱体全自动生产线—— 山东炜桦智能科技有限公司
全自动配电箱外壳生产设备、配电箱箱体生产设备、箱体类产品钣金自动生产线、改变传统生产工艺即可颠覆一个行业的生产模式! 我们改变了加工消防箱箱体传统落后的生产工艺,改为四边一块板料加底板组成配电箱外壳-箱体深度、高度、宽度都可调整。整个生产工艺无废料,而且一个人即可完成整条流水线操作生产。(生产工艺:开卷校平--自动送料--液压冲孔--折弯成型--折框出料),流水线生产出来的壳体尺寸标准,样式规范。同时新工艺生产的箱体可减少了多道焊接和打磨,即节省了人工,又提高了生产效率,又节省了耗材。一台设备可以代替十个工人的工作量。炜桦智能装备——全自动消防箱箱生产线,配电箱全自动生产设备助你的企业发展驶入快车道,为提升企业实力保驾**。
我公司设计的全自动消防箱配电箱自动生产线有以下几个优点:
1.配电箱/消防箱框体一次成型生产线,可直接把箱体对折成口字型框体。控制系统为PLC智能控制系统。
2.在正常生产时设制多重安全保护,在提高生产效率,产品质量的同时,减少产品废品率的出现及**操作人员的人身安全。
3.床身为框架式蜂巢结构,内部厚壁方管+外部钢板焊接件。并作回火处理,消除内应力、避免机身的变形。
4.辊轧模具支架为墙板结构,毛坯面粗加工并经加工中心精加工而成。具有强度高,使用寿命长,不易变形等优点。
5.轧辊轴的材料为40Cr,并经调质处理。
6.轧辊材料为Cr12, 淬火处理,硬度:HRC56-62℃。
7.传动结构为齿轮传动。可保证设备**时间,高强度运行,并且使用寿命长,传动性能稳定。
8.我公司完善设计一整套消防栓箱,灭火器箱,基业箱,明装箱,暗装箱,PZ30,多媒体箱型材成型设备。
9.在消防箱/配电箱壳体成型方面:成功设计调试生产出单面框体成型机,双面框体成型机,四面框体一次自动成型框体机。
10..根据要求采用多种方式,可一次性完成整体消防箱或配电箱类壳体的自动化生产。

山东炜桦智能科技有限公司生产的消防栓箱壳体自动剪折冲一次成型设备、灭火器箱生产设备消防箱壳体生产设备、配电箱箱体自动生产线,不锈钢防雨箱外壳生产设备。基业电气箱外壳自动成型机、动力柜外壳生产线、等等都是按客户要求定制设备,可根据客户的不同需求,集成生产所需的众多工艺。这些都将为生产能力和产品品质,以及节约劳动力带来较大提高。。
传统的加工生产消防箱箱体生产工艺,已经不能顺应当下时代发展的需要。企业新的利润点在于减少人工、提高生产效率、提高产品品质、节约原材料方面等。为了帮助生产企业解决这个困扰发展的难题,炜桦冷弯的消火栓箱自动成型生产线可一次性完成消火栓箱箱体的制作,可生产800-1000个箱体外壳,节省20个左右的人工,大大提高了生产效率。同时将有效的降低消火栓箱箱体的生产成本。
设备组成:
1. 动力开料机及液压张紧装置
2. 动力调平机
3. 伺服冲孔切断装置
4. 输送台
5. 成型主机
6. 液压折边机
7. 液压系统
8. 电气设备
9. 成品托料辊
生产线主要技术参数:
材料规格:Q235冷轧带钢,镀锌带钢
材料厚度:0.6→1.2mm(可定制)
生产速度:2只/分钟
生产规格:箱体大小:250*300--800*1000;(可定制)
箱子深度:160/180/200/250(可定制)
电压参数:380V/415V,50Hz, 3相
气 源:0.5m3/Min;压力为0.7MPa
轧辊材质:Cr12数控加工 ;淬火处理硬度HRC58°-60°
驱动电机:变频电机驱动
电机功率:25kw
模具材质: Cr12MoV
传动模式:齿轮箱
切断方式:液压切断
切断公差:≤ ±0.5mm(长≤1000mm)
操作系统:触摸屏人机界面操控
电气控制:三菱PLC程序控制
占地空间: 20*2*3米(长×宽×高)
新型箱体产品特点:
我公司研发的消火栓箱箱体一次成型生产线为全自动化生产设备。该设备打破了传统生产工艺,对多个传统生产工艺步骤进行了优化改进,取代传统消防箱钣金加工的平板下料--切角冲孔--人工折弯等工艺,使综合生产效率提高3倍以上,部分环节工序可提率10倍以上!日生产箱体1000只。
随着经济的发展,对智能化生产设备的需求量不断加大,对生产设备自动化要求也越来越高,炜桦公司大力投入,研制开发各种型号的冷弯机、成型机等生产设备,使用操作简便,提高生产率、降低生产成本等。现有各种型号的冷弯机、冷弯成型机等自动控制生产线均处国内外地位,具有结构轻巧,设计合理,不新进步而倍受业界的认可和赞许。
消防箱自动折弯机的加工工艺流程:
开卷/校平一体机-伺服送料、冲孔-冷弯成型-自动折弯-切断加工材料材质:Q235、不锈钢钢带厚度:0.8~1.2mm钢带宽度
— 我公司是山东科技职业学院产学研一体企业,依托高校强大的的技术设计优势,结合国际的冷弯设计理念,——生产消防箱自动折弯机-消防栓箱成型机,以可靠的质量,完善的售后,深受广大客户信赖。
消防箱自动折弯机-消防栓箱成型机主要参数:
材料规格:1、Q235 (钢卷)
钢带厚度:0.5~2.0 mm
生产速度:约100个箱体/每小时
总电机功率:22kw
切断方式:液压切断
电气控制:PLC全自动控制
驱动电机:变频电机驱动
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--60°
http://weifangweihua.b2b168.com







